Today we have a new article about press brake applications and functions. We would like to make some notes on what nontypical things are possible on the press brake if it is equipped with the proper units.
For sure, we know the press brake as the typical machine tool to perform sheet metal bending. It is the main, general, and primary operation for it. But during the sheet metal fabrication, there are other various operations, and we want to inform you about them also.
From this point of view, it is reasonable to look at the press brake as the main source of power and force with an adjustable and programmed stroke. Probably this article is useful for the factories, which are limited in their finances to purchase new equipment but will be interested in expanding the possibilities of the press brake machines they already have.
Notching functions
Notching is the process of cutting the material from the edges of sheet metal. Usually, it is a 90-degree square or rectangular type to prepare the blank for further bending of the box-type part. It could be for sure another degree or side.
This operation is usually made on a cutting machine, punching press, or separate notching machine before bending. Meanwhile, the notching unit for the press brake was known in the industry until the 1960s. It could be an effective tool to prepare the sheet for bending and realize the complete box part. We can supply our notching unit for the press brake as well, with the possibility to notch the square up . to 150 x 150 mm. Notching for sheet metal is the process of obtaining the prepared part without additional operations of cutting.
Cutting and V-groove cut
We don’t know a lot of cutting units installed to cut sheet metal on the press brake (because probably it is strange). But on the market you can see such tools usually on ironworkers and imagine that the same is possible on the press brake for sure concerning machine limits. We understand why it is not mainly used in production: mainly, you need to cut a bigger length than any module could do, so there are not so many possibilities if you are limited to cutting only small pieces. Anyway, even we can offer the unit to cut up to 250 mm in length and 3 mm max. thickness.
What operation could be really interesting is partially cutting, i.e., a V-groove cut. Usually, it is a separate process for a separate stand-alone machine. The purpose is to make the groove on the sheet for bending. Thanks to this groove, the tonnage could be extremely reduced. Also, the bending radius is reduced to near zero, and it is possible to use low-tonnage press brake tools and close the profiles themselves. It is ordinary used for some complicated geometry profiles of thin material.
Working with tubes and bars
Well, we have seen even the bending tools for the press brake to make the tubes, i.e., to make several radius bends to achieve the cylindrical shape to weld it after. In our opinion, it is a very rare application and too complicated. It is much easier to purchase the tubes from an external supplier. Meanwhile, it is even possible to make the tube, for example, for a size that is impossible to purchase.
Cylindrical shape bending is also widely used to make light poles. It is not the real tube but a similar process to bend.
The most common application is to bend tubes and round bars. We, as well as many other suppliers, can offer the bending tooling for it. Bending bars could be useful for some special applications when you need to have sheet metal parts and bars bent and probably then welded together. Bar bending up to 10 mm is mainly a standard solution.
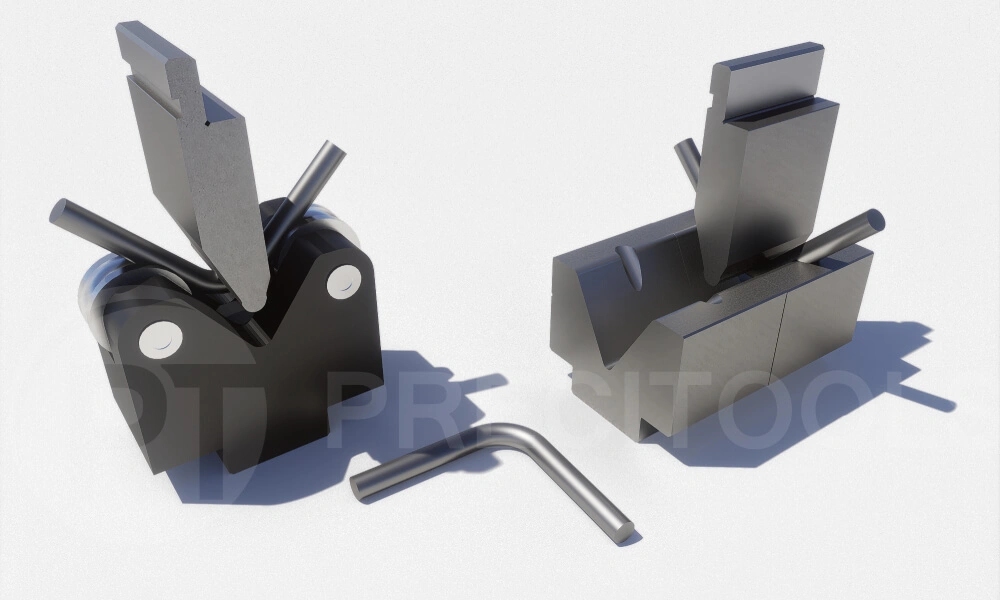
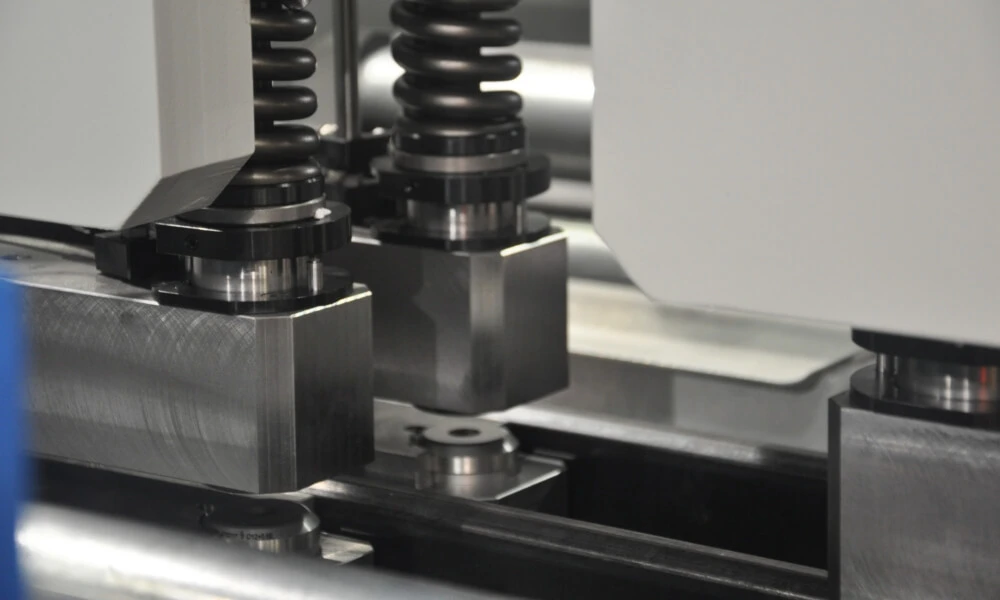
Special tools for press brake to bend round bars
Tube bending and tube punching
Tube bending is much more tricky because during the bending there is the risk of the tube deformation. To maintain the proper coefficient of ovalization, it is necessary to fill the tube with the filler, sand, for example. This is the way manual tubes were bending a long time ago. To tell the truth, it is just interesting for the operator to know that theoretically, this process could be done. For tubes made of soft materials, the operator can even make tools with 3D printing if he needs to perform some urgent bending.
Tube bending cannot be classified as the recommended way to bend the tubes with the press brake. There are a lot of limitations, and a quality set of tooling could cost as much as a small manual machine.
A much more interesting solution that could be realized with the press brake is the installation of a separate unit for tube punching. It is possible, and the shape could be protected from deformation by the internal mandrel. So, the use of a press brake and additional units can provide complete possibilities for making holes in tubes for various applications. On the market are also the notching units for tubes. Tube notching process allows the cutting of sides with round shapes to weld the tubes together.
Punching and stamping on press brake
The main and most important addition that you can make to your press brake is the installation of additional units to perform the punching job. This allows preparation of the holes, slots on edges, and various stamping and forming processes.
Even with the laser cutting machine, you have limitation to manufacturing just flat parts. But with a punching unit, you can also make formings—countersinks, embossing, coining, general extrusion, and extrusions for thread, bridges, lance and form shapes, and many more. A lot of factories use punching units to make, for example, louvers. This function is also quite useful for parts to form the logo of the company on them. There are a lot of possibilities and various construction methods for units. Some of them could also be used with standard Thick Turret or Trumpf system punching tools.
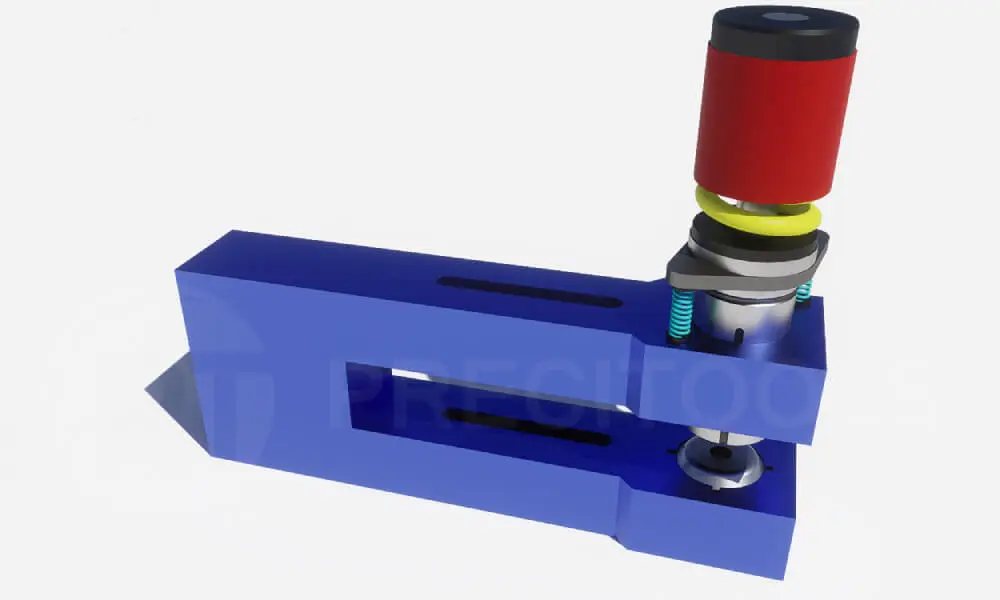
Typical punching unit to punch holes with the press brake with installed set of tooling of Thick Turret system
The most important thing is that you can make new actions and more complicated parts. Maybe previously, the factory declined such tasks to manufacture because of the absence of possibilities.
There are a lot of applications where it is necessary just to make 1-2 holes. The production manager can decide to send the part to the cutting machine or to use the press brake as a single tool to perform all the operations. The expansion of possibilities could lead to a more optimal and verified production process. And all this together leads to additional efficiency and productivity.

Example of parts which could be made with punching and bending to replace classical stamping process
Other applications and functions
From what we know:
One company on the market offers the complete corner former unit for press brakes to make corner forming jobs according to the specified limits and possibilities. This is a unique and separate production function. Such equipment that can probably allow the potential customer to choose against the separate corner former machine for the workshop.
One company offers a complete insertion unit for the press brake. This unit allows the insertion of threaded bolts and screw nuts from M3 up to M10.
A lot of times it is possible to replace the stamping press for the press brake with special tooling to make even more complicated shapes, mainly with small thicknesses.
We also encountered the use of standard press brakes to make microparts with very small and non-typical dimensions. It was made with ordinary models and sizes of press brakes (not something dedicated and small).
One video we have seen on the internet shows that the press brake with flat tooling was run to flatten the sheet metal to eliminate the defects of curving and distortion.
Some factories use press brakes to manufacture the parts for ducting applications instead of using special machines. It could be done very easily because the work with thin metals is much simpler and the force of the machine will be enough for all.
If you know of any special, non-typical applications, just let us know. We will be glad to publish them from our sources.
