When selling tools we recommend to our potential customers to take our DXF and use it in machine software to test it with the part that they want to bend. It is the method you can trust – you check the program and sequence in your CNC and will be sure that you will have tools in the library, normally imported, simulations show no collisions and the customer could be 99% sure about his bending. And today offline press brake bending software is offered on the market as the best way to cover your bending jobs, make programs on distance, make tasks for the operator, check the available tooling, and check the parts for the job shop on the fly if necessary.
Modern CNC software possibilities
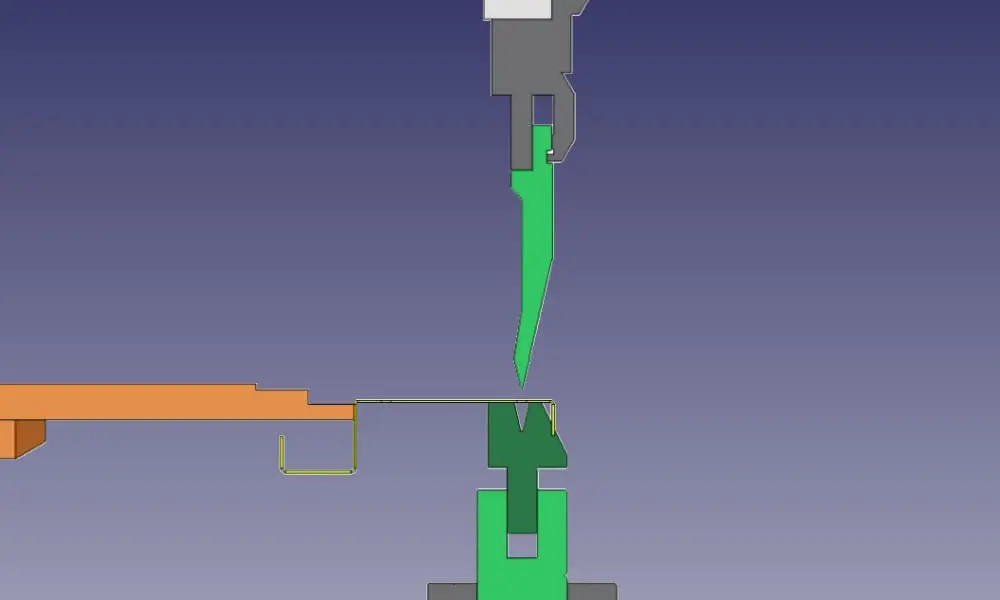
First of all any modern CNC press brake allows at least 2D simulation. This means you can see the tools profile and part profile, the positioning of the back gauge finger, and each bend visualization to prevent collisions with the tools and the machine parts themselves.
More modern CNC offers 3D simulation as well. If you bend one part for the full length of the machine or do not make different bends along the length it is completely unnecessary. But if you bend with several stations, parts have different bends along the side or even box bending with control of previous bends on the side – you need 3D visualization which helps you a lot. Together with CNC software, all the companies offer the same package for remote PC to have the possibility to make all the work outside of the press brake and probably only use the press brake machine for real bending and preparation of all the programs outside with transfer by network or USB key.
How to understand Do you need 3D simulation? One reason – you can buy it for the future which means that tomorrow you can have more complicated parts and you will not have the problems to simulate bending of them. The second reason is easier – if you request more than one station (so it means more than one set of press brake tools) in one cycle. Probably you can make it even with 2D and software emulation of tool change but we are not sure that all software products support this possibility.
Sure the bending software can offer you the necessary parameters and calculations like a recommendation for V-opening of the die based on the thickness and material, necessary planned tonnage and force, expected bending radius, bending allowance value, and point for back gauge finger positioning. Moreover, the calculation of tonnage together with the connection of the tooling library can offer to you to verify from the beginning are the tools you have are suitable for the job based on the necessary force or not.
We cannot expect that the software will have precision calculations for materials and in reality, you will have the same values. In this case, it is reasonable to make inside the workshop the necessary tests with the main materials you work with and to input the realistic material data including the spring back coefficient. It could help from the beginning to perform the correct and precise job which will be completely realistic in simulation. If the company has a lot of different prototyping jobs and new parts with new orders the software could be the key instrument to test everything without occupation of the real press brake machine and the operator itself.
How to choose software products for your needs?
The best argument is to duplicate the CNC software so if you have DELEM better to ask for software solutions from DELEM, if CYBELEC – from Cybelec, if ESA – from ESA. It allows to have the complete same interface for quick learning and easy operation and the way to reduce any errors and mistakes based on the software operation of different manufacturers. Meanwhile, there are independent software products also which could be used for all main brands of CNC controllers.
Bending software can make more structured the workshop even with conventional press brakes without CNC control or old controls. You cannot make the complete programs in this way but you can make complete technology of part bending, print the documents and provide the operator with all details about movements, tools, and back gauge positions. But for sure you should discuss all details with the software vendor, especially the support of your model of the press brake or the possibility to input all necessary information like dimensions of beam and table, dimensions of clamps, and all other main things.
The thing to upgrade your old press brake with new CNC and software could be very reasonable if you have a really old machine but quite important – for example, 600 tons machine can cost 200-300 thousand EUR and several months of delivery but you can make modernization with CNC and controls to make your old machine “more digital”. Also, it could be quite important if you have complete factory control, and Industry 4.0 integration and you need to have the production workflow control and machine status.
Next thing – the price. There are a lot of advantages of press brake offline software but all investments should be reasonable. The market provides a big variety of prices from 2-3 thousand EUR till 10-15. But the main note: if you pay more you should understand what are advantages to pay more. To tell the truth, we are not connected with vendors and have very limited knowledge of external software. But in our thoughts, nearly all offers are the same i.e. there are not big differences in possibilities between the product for the lowest and highest price.
Advantages and necessity of professional bending software
If we will read forums the ideas are – to translate all the things to bending software if there are more than 6-8 bends on the part. The reason – it will be quite complicated every time to perform the perfect bending sequence and optimized tooling and it will lead to mistakes – so the software will save you a lot of time.
The biggest advantage could be that you prepare the real management in the workshop, where for example you have 5 press brakes. The engineer outside of the workshop plans the job, prepares the programs, verifies the possibility of machines with tonnage and length, installs bending tools, loading of the machine, and transfers the new tasks directly to the machine he chooses. Moreover, the engineer can choose the best possible tooling and just then send the order to the press brake tooling supplier. Optimization and a digital environment could lead to big-time savings and a reduction of main production and personnel cost.
But in addition, if we will remember the time of the COVID epidemic and distance work we need to consider that remote work is also the biggest advantage of all possible restrictions and the possibility for the engineer to work even at home if necessary.
The software includes 2 things – mainly software and post-processor – algorithmic software package to transform the program made in software to command program directly for CNC of the press brake. Without a post-processor, it is possible to create projects and programs but you cannot transfer them to the machine and a specific machine will not understand the file made in software. So in this case we are talking about one more big advantage – unification. Imagine that in the workshop are press brakes from different manufacturers with different models of CNC. It could easily happen and even one manufacturer of CNC press brakes can change the model of CNC, operated software, and other style of codes to be used. For example, one machine is 2 years old and the second machine is 20 years old.
This is a real disaster for all – operators should work with different interfaces of different machines, programs are not interchangeable and it is normally even not a comfort to switch between different CNC controls. If there are several operators and they can use only their own CNC press brake without the possibility to use others every time you have a risk that you cannot replace the operator if necessary.
So external software is the grand way to unification – you have complete one and only one software package and different post processors for different machines installed in the workshop. And you can change, or transfer the program from one machine to another, so do what you want without the problems with the big minimization effect of any troubles. Sometimes this advantage is the biggest one to make the decision – you can input all your machines in one main chain with one or several posts of general control.
Right choice for bending software
During the choice of press brake software, you need to get complete detailed answers from the sellers about the possibility to work with your parts. We already know that for example, classic software doesn’t allow you to work with bending through horns, return bends, or inclined hemming (for example very typical indoor profile bending). And customers need to know it perfectly to prevent the surprise that the software will be useless for their applications out of classic bending. Moreover, salesmen usually are limited in their knowledge of use so you should pay more attention to speaking with software engineers. It could be very useful to speak with the real users of the software which you want to buy, to speak about the technical tasks, possibilities, and connection to the machine.
You should be informed that the software probably will not operate with complete special tooling. We are speaking not about the special shapes of punches and dies but complete solutions with ejectors, additional structural parts, springs, etc. to perform the special bends at one time. Meanwhile, the travels, back gauge position, speeds, and other points could be controlled. Anyway, the developers make new additions, for example, special roller dies could be added and programmed.
It is very important what kind of algorithm is used with the bending software. For example, we have met many times when standard software installed in CNC of the press brake in automatic mode and sequence generation shows collision in bends which could be easily eliminated by just changing the bending sequence with the same bending tool and without any modification of parts!
In practice, it means that the software didn’t allow the customer to find the normal solution (if he is not an expert in bending) and the automatic mode is so “weak” that could not be recommended and will make problems with any parts more than 5-6 bends. It also could lead to the situation that the customer will think that his part will be just impossible to bend with the possibilities he has and it causes the loosing of the order or additional investments for the tooling which in general he doesn’t need.
The last paragraph should be about the complete digitization in the production industry and the connection with Industry 4.0 to allow the distant control of material flow, machine work, loading, status, verification of necessity for service and repair intervention, parts counter, and many others. Distant software allows the connection of the press brake to the main network with implementing of additional possibilities and bringing Industry 4.0 principles into the workshop like the unique database of parts, tools, and programs in one place for the distribution to all necessary machines. We believe that some software manufacturers also offer not a single bending software but additional utilities or packages to put the software as one part of the complete digital control of the factory or complete MES system. Also usually manufacturers of bending software offer other products like a remote control for cutting machines to bring other processes of sheet metal production.
This post is originally published on Linkedin
