We already wrote what is spring back in the past but now we believe that it is better to make it as the complete article. First, about the terminology.
What is spring back?
Spring back or elastic return — the normal condition of any material that during the stress and deformation can return to the initial form. So for us, it means that during the bending and after the bending the material that is bending with the press brake returns to the preliminary form i.e. flat part. It is important to know — it is everywhere and it is on every material. The coefficient of spring back as a factor or in percentage could depend on the material, thickness, hot or cold rolled, annealed or not, previously proceeded in the leveling machine, and a lot more. Let us say in simple words — it will be different (even a small difference) for every batch of the supplied material.

In the image, you can see the TA – theoretical angle that you are planning to obtain. It is different than RA – a real angle that you will receive after the bending with a spring back factor. The RA = TA + SBV (springback value). So to receive RA as desired you should reduce the theoretical angle to have TA = RA – SBV.
Why it is so important? Very easy — without the taking of the consideration of the spring back it is impossible to make the precision bending. Easy example, you need to bend of part with simple 90 degrees. You bend your part, take it out from the machine and you can see the finally you real angle for the part now 95 degrees. So you have to rebend the part (if possible according to the technical process of the factory) or you need to calculate to bend in the way that your operations finally will return the part bent on 90 degrees.
There are different formulas but for perfect bends, they will not help you because the spring back is quite different based on material, thickness, and even the fibers of the metal values so the side of bending could differ from other. Spring back is presented in all processes with material deformation. We also deal with tube bending technology and in reality, the way to determine the correct spring back is the same — make tests and prepare the database of the materials.
Because material from one supply batch could be different from that previously supplied so the most correct way — is to test the first part of the new batch.

Spring back collection
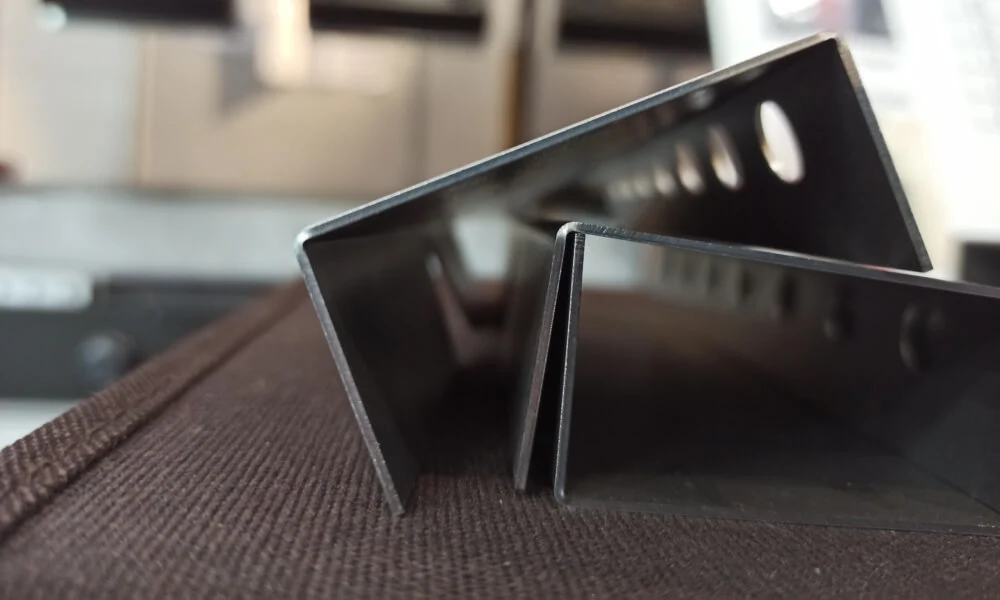
The image demonstrates a spring back of 2 degrees. We called it the “spring back collection” which means the effect of spring back in the complete entire part and all bends. As you can imagine more bends – more diffences of the nominal part because of spring back.
If the part is bent together with return bends you can see in the picture that each return bend will compensate the previous bend with spring back. Finally, the part will have other dimensions and longitudinal differences from the reference part. But if the bends are made on one side without a return bend each bend will collect additional difference and the final angular difference will be as the angular difference in bend (AD) multiplied by the number of bends. So for our simple part, we will have AD x 4 = 8 degrees total difference for the part.
Spring back during radius bending

Spring back illustration during radius bending
But if we are talking about general spring back during 90-degree bending near 2 degrees, with radius bending there is a completely other situation. So probably with 2 degrees tolerance, you can even accept the part if it is not critical.
But during the radius bending, especially with the thin materials the coefficient of spring back could be 15-20% and even more. With such a situation the part is completely other and the geometry is completely broken. We are just as typical example showing the part with radius bending and 180 degrees where sides should be parallel and what could happen during spring back.
We will tell more – spring back during radius bending is one of the biggest questions in bending technology with solutions to reduce the actual radius (with the note that it will be bigger after enlargement) and the development of very special press brake tools to close the sides more. And there are no perfect solutions and choices, no clear and correct formula, nothing.
How to deal with spring back
For sure the market offers you the digital possibilities with a digital angle meter to measure the real angle “on the fly” and to make automatically the modifications to the program so the second part will come with a modified program and correct values for actual spring back. It is quite helpful but because it is an additional device and it should be also synchronized with CNC it is not cheap. The other solution could be the angle measurement composed together with laser safety and it is presented on the market.
The spring back is the reason why the market of press brake tools has completely stopped the production of 90-degree tools. The reason is simple — 99 percent of applications are made with air bending which means that the material is positioned on die shoulders and bent by punch but not touches the bottom of the die groove. In this way, the good tooling to have standard 90-degree bends are 85–88 degrees, not 90. Mainly 90 degrees tools are necessary only if you want to bend material with a coining bending process (pressing) where the spring back will be lowered to zero but this way requires much much more tonnage of the machine than the standard bending.
Ok, we noted that the spring back is important, what else?
Completely different spring back values come when we are talking about large radius bending or special tools or at least Z tools.
To understand what we mean it is good just to look at standard radius bending — the elastic return of material could be even 20–30 percent depending on the material. And it is quite a high value so if you, for example, need R50 what are the real tooling parameters you should use?
It is a problem for the customer and also a big problem for us to consider or to make any recommendations with unknown material. To tell the truth, it is only one chance not to play the lottery — to perform the preliminary tests with a small tool section or even a 3d stamped plastic tool if we are talking about small thicknesses where there is no necessity for big stresses and forces.
Spring back requests the real testing
For special tools, spring back could be a real headache. For example for Z bending it is possible to make the edges (angles) sharper so could be different only the area between two bends. But imagine the tool with several bends and the problem with spring back and more over the displacing of the material of one bend affects all other dimensions.
That is why as we noted in our previous articles engineering work could be complicated and nobody wants that his job will just go to waste that is why we request a lot of information from our customers and try to understand at the beginning of this project is realistic or not according to the difficulty level, budget and customer expectations and efforts.
Spring back is the factor that is used in all modern CNC and offline bending software as the separate parameter or should affect the main parameter — a stroke of the punch and the stop point. As a separate value, it is much better because it also allows the operator to control and create the material database.
One more time please keep in your mind — do not trust the rough theory and only real testing. We know the stories of quotes big difference between expected and real and one case from a tool maker where he completely redesigned the tooling because the part he made had too big tolerances between declared and the customer didn’t accept it.
Luckily in modern production with digital control or handy calipers, it is possible to try to measure even with the units as 0,01 degrees and based on this work with very precise values to guarantee easily the tolerance of 1 degree. Meanwhile, it could be harder in special tooling or in the way when customer order special shapes tooling and work with several different thicknesses so there he will have different distances and different coefficients of spring back.
Hints and tips to deal with spring back
To write this article we have read several others. So what we can easily note in addition:
- do not read about product design. You need your part so you should bend it and normally in the industry this is a reason to change the part design if it is the real problem to make it but not because of spring back.
- Spring back cannot be eliminated so you should deal with it or not bend. There is only one possible way to eliminate it — to bend in a coining way and to make the forces around 6 times more than air bending. So imagine that to bend 2–3 mm you need around 100 tons per meter so for 3 meters you should have a really heavy machine in your production and also the tooling with possible resistance for this tonnage.
- all the correct data will be collected with tryouts, probes, or tests otherwise you should equip your press brake with an angle meter device with possible corrections to the CNC control
- Radius bending is the most risky way for springback so tests are highly recommended. In some ways, you can change the radius bending process to bumping but in this way, any difference in small bend will be collected and summarized to the total value of tolerance
There are additional ways to deal with spring back from various sources. For example one of them is to effect the additional force after the main bend without the raising bending punch. But to deal in this way the real result should be controlled by the device which can measure the external part directly on the machine to make additional strokes “on the fly”.

Press brake safety system with integrated spring back measurement and correction with connection to CNC of press brake
The good method could be also the notching of grooves at the bending line — in this way there will be no spring back at all. But this way of production request additional machinery and technological process so the main production time will be increased and more complicated. Usually notching is used not for the elimination of spring back problems but in the parts with complicated geometry and to reduce the main necessary force of press brake for the entire bend.
This post is also published on @Medium
